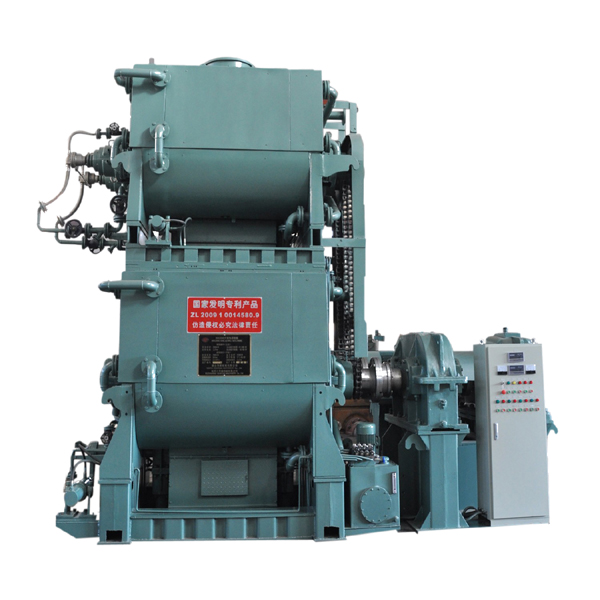
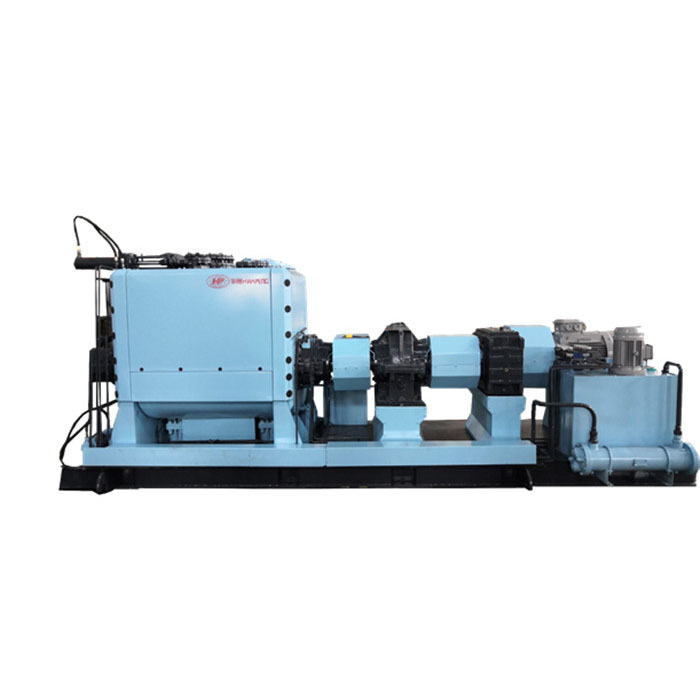
Hp-Pkc સિરીઝ કાર્બન પેસ્ટ કનેડરિંગ કૂલર



1.ઓછા તાપમાને મિશ્રણ અને ઠંડક
કાર્બન પેસ્ટ કૂલર ટેક્નોલોજી (શોધ પેટન્ટ નંબર: ZL 2012 1 0099062.3), પેસ્ટ કૂલર ટેક્નોલોજી (પેટન્ટ નંબર: ZL 2009 2 0273347.8) કાર્બન પેસ્ટને ઠંડુ કરતી વખતે નીચા તાપમાનમાં ભેળવીને અપનાવો.કાર્બન પેસ્ટને ભેળવીને 130 ℃ સુધી ઠંડું કર્યા પછી (આવું તાપમાન પીચની વિશેષતાઓ સાથે સંબંધિત છે), તાપમાનમાં ઘટાડો થવા સાથે, એકંદર સપાટી પર પિચ શોષણ સ્તરની રચના વધુ સક્રિય થાય છે, અને પીચ શોષણ સ્તરની સ્તરવાળી રચના. ક્રમમાં ગોઠવવાનું વલણ ધરાવે છે, જે કાર્બન ઉત્પાદનોની વાહકતા સુધારવા માટે ફાયદાકારક છે.
2. મોલ્ડિંગ વોલ્યુમ ઘનતા 0.02 દ્વારા સુધારેલ છે
કાર્બન પ્રોડક્ટ મોલ્ડિંગ અને ફિનિશ્ડ પ્રોડક્ટ વોલ્યુમ ડેન્સિટી સમાન મોલ્ડિંગ શરત હેઠળ 0.02 દ્વારા સુધારેલ છે.
3. ઉપજમાં 2-5% સુધારો થયો છે
કાર્બન ઉત્પાદનની ખામીઓ દૂર કરવામાં આવે છે, કાર્બન પેસ્ટ દ્વારા બનાવેલ ફિનિશ્ડ ઉત્પાદનની ઉપજ સમાન પ્રક્રિયાની સ્થિતિમાં 2-5% દ્વારા સુધારેલ છે.
4. પિચની માત્રામાં 2% ઘટાડો થયો છે
અગાઉની "મિશ્રણ" ઉત્પાદન પ્રક્રિયામાં પિચ વપરાશની રકમ 2% થી વધુ ઘટાડી છે.

5. કૂલ્ડ પેસ્ટ અસંગત છે
કાર્બન પેસ્ટ કૂલર ટેક્નોલોજી અપનાવવામાં આવી છે જેના દ્વારા ખાસ ડિઝાઇન કરાયેલ મિક્સિંગ બ્લેડ પાવરફુલ રીતે મિક્સ અને સ્કેટર પેસ્ટ કરે છે.
6. કૂલ્ડ કાર્બન પેસ્ટ સમાન તાપમાનની હોય છે
કાર્બન પેસ્ટને વારાફરતી ઠંડકના માધ્યમને પરિભ્રમણ કરીને મિશ્રિત અને ઠંડુ કરવામાં આવે છે. બે મિશ્રણ બ્લેડ સુમેળમાં પરંતુ વિરુદ્ધ દિશામાં ફરે છે, તેથી સામગ્રી ટાંકીમાં ક્રમમાં વહે છે, જે પેસ્ટના તાપમાન અને મિલકતને એકરૂપ બનાવે છે, મિશ્રણ પ્રતિકાર ઘટાડે છે અને સાધન ચલાવવાની શક્તિને બચાવે છે.
7. ઠંડકની કાર્યક્ષમતા ઊંચી છે
મિક્સિંગ બ્લેડ હીટિંગ ટેક્નોલૉજી અપનાવો (પેટન્ટ નંબર: ZL 2006 20085174.3, મિક્સિંગ બ્લેડમાં પેસ્ટને ઠંડુ કરવા માટે અંદર કૂલિંગ માધ્યમ હોય છે), સમગ્ર વિસ્તાર હીટિંગ ટેક્નોલૉજી (પેટન્ટ નંબર. ZL20042 0018996.0), સઘન હીટ ટ્રાન્સમિશન જેકેટ, ડિસ્ચાર્જ કૂલીંગ મટિરિયલ પ્લેટ અને ટાંકી સીમ-ફીટીંગ અને અન્ય ઠંડક-સઘન ટેકનોલોજી.
8. પીચ ધુમાડો સંપૂર્ણપણે છટકી
ખાસ રીતે તૈયાર કરવામાં આવેલ મિક્સિંગ બ્લેડ પેસ્ટને સતત વેરવિખેર કરે છે જેથી તે પિચના ધુમાડાને અસ્પષ્ટ રીતે બહાર કાઢે.

9.તાપમાન માપન સચોટ છે
થર્મો-રિસ્પોન્સિવ અને એન્ટિ-ઇન્ટરફરન્સના તાપમાન માપન કામગીરીને સુધારવા માટે નવી તાપમાન માપવાની તકનીક (પેટન્ટ નંબર ZL2014 2 0490132.2) અપનાવો.
10. ઝડપી સામગ્રી સ્રાવ, કોઈ સામગ્રી અવશેષો
બ્લેડનું મિશ્રણ 2 મિનિટથી ઓછા સમયમાં અવશેષો છોડ્યા વિના સામગ્રીને ઝડપથી અને સંપૂર્ણપણે નીચેથી ખુલ્લા ડિસ્ચાર્જ ગેટમાંથી ડિસ્ચાર્જ કરવા માટે સર્પાકાર રીતે દબાણ કરે છે.
11. ઉચ્ચ વસ્ત્રો પ્રતિકાર
મિશ્રણ બ્લેડ વસ્ત્રો-પ્રતિરોધક સ્તરો સાથે સપાટી-વેલ્ડેડ છે, જેની કઠોરતા HR6065 સુધી છે, અને મિશ્રણ બ્લેડની સેવા જીવન 20 વર્ષ છે.નવા પ્રકારના વસ્ત્રો-પ્રતિરોધક મેંગેનીઝ સ્ટીલ સામગ્રીનો ઉપયોગ થર્મલ ટ્રીટમેન્ટ પછી ઉચ્ચ શક્તિ સાથે લાઇનિંગ પેટ તરીકે થાય છે.એનોડ ઉત્પાદન માટે અસ્તર પ્લેટોની સેવા જીવન s15 વર્ષ અને 1 વર્ષ તે કેથોડ અને કાર્બન ઇલેક્ટ્રોડ ઉત્પાદન માટે છે.
12. મિશ્રણ બ્લેડનું બેરિંગ માળખું વિશ્વસનીય છે
મિક્સિંગ બ્લેડ શાફ્ટ સ્વ-સંરેખિત રોલર બેરિંગ અને ડબલ-ડિરેક્શન થ્રસ્ટ બેરિંગ ડિઝાઇનને અપનાવે છે જે મિશ્રણ બ્લેડના અક્ષીય બળને દૂર કરે છે અને મિશ્રણ બ્લેડને અક્ષીય સ્થળાંતરથી અટકાવે છે અને બેરિંગની સર્વિસ લાઇફ લાંબી છે.બેરિંગ સ્ટ્રક્ચર એક તરફ નિશ્ચિત છે અને બીજી બાજુ ખસેડી શકાય તેવું છે, જે થર્મલ વિસ્તરણના પ્રભાવને દૂર કરે છે અને હીટ ટ્રાન્સફર ઓઇલ દ્વારા ગરમ કર્યા પછી મિશ્રણ બ્લેડને પકડવાથી અટકાવે છે.
13. વિશ્વસનીય કામગીરી
તે સંપૂર્ણ લ્યુબ્રિકેશન અને વિશ્વસનીય કામગીરી સાથે સખત દાંત ઘટાડવાના ગિયરબોક્સ અને સિંક્રનસ ગિયર-બોક્સ સ્પ્લિટ સ્ટ્રક્ચરને અપનાવે છે.સખત દાંત ઘટાડવાનું ગિયર, જેની બેરિંગ ક્ષમતા સામાન્ય કરતા 3 ગણી છે, ગિયર કપલિંગ સાથે, ટ્રાન્સમિશન સિસ્ટમની ઉચ્ચ બેરિંગ ક્ષમતાની ખાતરી આપે છે.હાઇડ્રોલિક ક્લચ ઓવરલોડ પ્રોટેક્શન પ્રદાન કરવા માટે લોડ અનુસાર ટ્રાન્સમિટેડ ટોર્કને સમાયોજિત કરી શકે છે, અને કેટલીક વિશિષ્ટ પરિસ્થિતિઓ (જેમ કે દોડતી વખતે બંધ થયા પછી પુનઃપ્રારંભ કરો) ના કિસ્સામાં મશીનને લોડ સાથે પુનઃપ્રારંભ કરવાની મંજૂરી આપે છે.
14. ઓછો અવાજ
સારી એકાગ્રતા મેળવવા, ઓપરેશનને સરળ બનાવવા, સર્વિસ લાઇફ લાંબી અને સમગ્ર મશીનનો 80dB કરતા ઓછો અવાજ મેળવવા માટે તેને ખાસ સાધનો દ્વારા મશિન કરવામાં આવે છે.
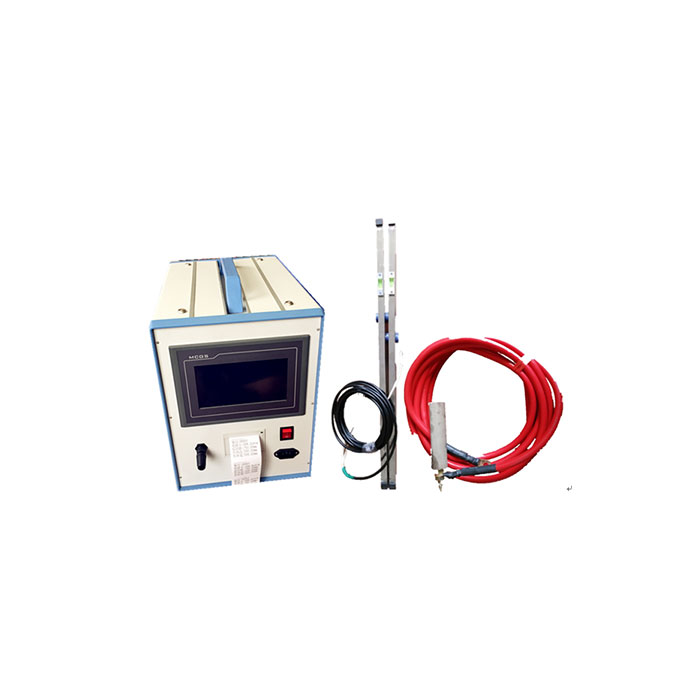
15. PLC સંપૂર્ણ સ્વચાલિત નિયંત્રણ
પીએલસી કંટ્રોલ અને ઈન્ટરનેટ કોમ્યુનિકેશનને રીઅલ ટાઇમ (વૈકલ્પિક રૂપરેખાંકન) પર ચાલતા સાધનો અને સ્થિતિ પરિમાણોને માપવા, પ્રદર્શિત કરવા અને ટ્રાન્સમિટ કરવા માટે અપનાવવામાં આવે છે.ત્રણ પ્રકારના ઑપરેશન મોડ-ઇન્ટરનેટ ઑટોમેટિક, સિંગલ મશીન ઑટોમેટિક અને મેન્યુઅલ.. ખાતરી આપો કે અપસ્ટ્રીમ અને ડાઉનસ્ટ્રીમ મશીન ઑટોમેટિક હોય તો પણ મશીન પોતે જ ઑટોમૅટિક રીતે ચાલી શકે છે.